Den overordnede måten man velger å styre produksjonen og leveranse i sterilforsyningen på, kalles for driftsmodell. Vi velger å bruke begrepet driftskonsept, og det har samme betydning der hvor andre bruker begrepene driftsmodell, driftsstrategi, styringsform og leveringsform om det samme.
En overordnet inndeling er:
- velger man å produsere til lager (også kalt ferdigvarelagerstyrt produksjon) eller
- velger man å produsere i takt eller i tråd med kundens ordre (også kalt kundeordrestyrt produksjon)
| Driftsmodell for sterilsentral | Produksjons- og leveringsstrategi | Tilleggsinformasjon | Konsekvenser |
|---|---|---|---|
| «Tradisjonell organisering» | Ship-to-Stock (STS) er en styringsform der pakkede og autoklaverte komponenter sendes direkte til lager i operasjons-avdeling eller annen avdeling. Både inspeksjon og prøvetesting kan sies å være en kritisk del av prosesskontroll innen sterilforsyning uansett hvilken modell man styrer produksjonen etter. | Primært innebærer dette at når sterilt flergangsutstyr er ferdig reprosessert i sterilsentral transporteres utstyret til operasjons-avdelingen. Utstyret, sammen med sterile forbruksvarer, bufres, lagres og plukkes i operasjons-avdelingen til den enkelte operasjon. | Sterilt flergangsutstyr og sterile forbruksvarer som skal brukes i operasjonsavdelingen lagres og plukkes til den enkelte operasjon i operasjons-avdelingen. Behov for lagerareal i operasjonsavdelingen. Lokal forvaltning av sterilt flergangsutstyr |
| Prosedyrevogn | Assemble-to-Order (ATO) er en styringsform der allerede produserte deler og komponenter holdes på lager i sterilsentralen og leveranse til kunde plukkes og pakkes på basis av kundeordre. For å oversette dette til språkbruk i sterilsentralen; Prosedyrevogner («case carts») innebærer en tjeneste der sterilt flergangsutstyr og sterile forbruksvarer til en operasjon pakkes i et sentralt anlegg og transporteres til operasjonsstuen til avtalt tidspunkt. Brukte instrumenter pakkes ned igjen i containere og vognene transporteres tilbake til et sentralt anlegg for rengjøring, pakking, sterilisering og lagring. Både inspeksjon og prøvetesting kan sies å være en kritisk del av prosesskontroll innen sterilforsyning uansett hvilken modell man styrer produksjonen etter. | Lagerføring av implantater, suturer, enkeltinstrumenter, akutte prosedyrevogner og utvalgte forbruksvarer lagres i operasjonsarealene som en del av akuttberedskap. | En større del av steril gjenbruks og engangsutstyr (forbruksvarer) flyttes fra operasjon til sterilsentral, og lagres i sterilsentral. Sentral forvaltning av sterilt gjenbruks- og engangsutstyr i sterilsentralen Oppgaveglidning gjennom at oppgaver tilknyttet pakking av leveranser til den enkelte operasjon flyttes fra operasjonsavdelingen til sterilsentralen. |
En endring i driftsmodell fra en «tradisjonell organisering» til bruk av prosedyrevogn vil føre til endringer i oppgavedelingen og dermed også arealbehov i forsyningskjeden mellom operasjon og sterilsentral.
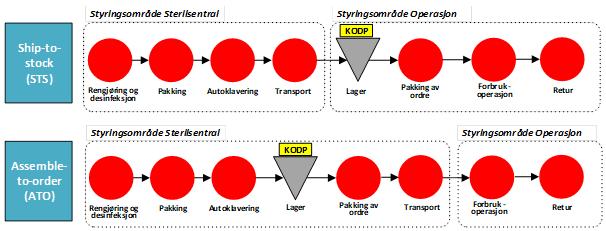
Basert på styringsmodellmetodikken 1Enterprise Design for Mass Customisation: The Control Model Methodology. International Journal of Logistics Research and Applications, A Leading Journal of Supply Chain Management, Volume 3, 2000 - Issue 2https://www.tandfonline.com/doi/abs/10.1080/713682750 kan de forskjellige prosesstegene for en sterilsentral fremstilles som i Figur 11 for å gi en enkel forklaring på de to distinkt forskjellige styringsformene. Konsekvensen er at dette vil «flytte» behov for areal fra operasjon til sterilsentralen. På samme måte vil aktiviteter som f.eks. lagring og pakking etter ordre for den enkelte operasjon i stor grad flyttes fra operasjon til sterilsentral, og man oppnår med det en oppgaveglidning fra operasjon til sterilsentral, som for mange helseforetak er en ønsket situasjon og uttalt strategi mht. at spesialisert helsepersonell ikke skal utføre logistikk-/forsyningsoppgaver.
Et konsept som beskriver alternativene mellom disse ytterpunktene, er kundeordrens dekoblingspunkt (KODP). KODP henviser til det punktet i produktstrukturen eller i materialflyten som skiller produksjon basert på ordre fra produksjon basert på prognose eller lagernivå. I figuren nedenfor ser vi forskjellen i materialflyten i de to driftsmodellene.
Referanser
- Erlend Alfnes &Jan Ola Strandhagen (2000). Enterprise Design for Mass Customisation: The Control Model Methodology. International Journal of Logistics Research and Applications, A Leading Journal of Supply Chain Management, Volume 3, 2000 - Issue 2. https://www.tandfonline.com/doi/abs/10.1080/713682750